 :+86-18621535697
:+86-18621535697  :export81@huaxia-intl.com
:export81@huaxia-intl.com






Низьковуглецевий сталевий дріт: застосування, властивості та процес виробництва
Із зростанням глобальної обізнаності про захист навколишнього середовища, низьковуглецевий сталевий дріт, як новий тип екологічно чистого матеріалу, поступово знайшов широке застосування в
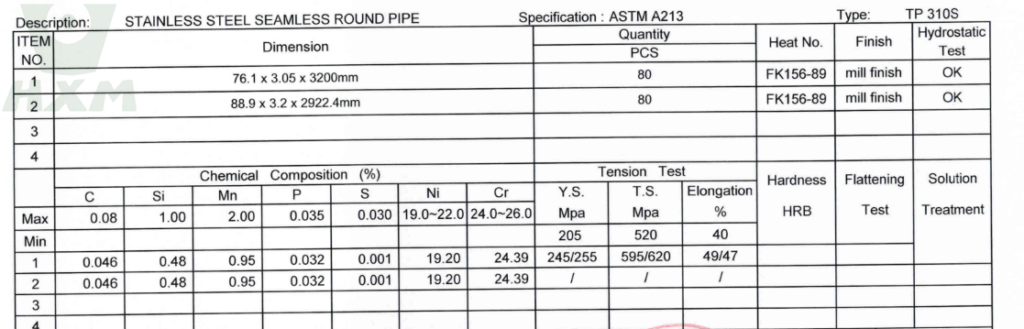
Труба з нержавіючої сталі A312/A312M
Пов’язані публікації: Шестигранний стрижень з нержавіючої сталі Кутовий стрижень з нержавіючої сталі Швелер з нержавіючої сталі
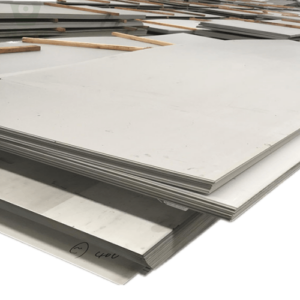
S31803 Гарячекатані плити з нержавіючої сталі
Шукаєте найкращого постачальника нержавіючої сталі?
Виберіть sino-stainless-steel.com для всіх своїх потреб!
Наша гарячекатана плита з нержавіючої сталі 31803 пропонує найвищу якість за конкурентоспроможними цінами, що підтримується винятковим обслуговуванням клієнтів.
S2507 Холоднокатані листи з нержавіючої сталі
Листи з холоднокатаної нержавіючої сталі S2507 Попередній Наступний Короткий опис: Листи з холоднокатаної нержавіючої сталі S2507 — це листи з нержавіючої сталі високої міцності та стійкості до корозії, також відомі

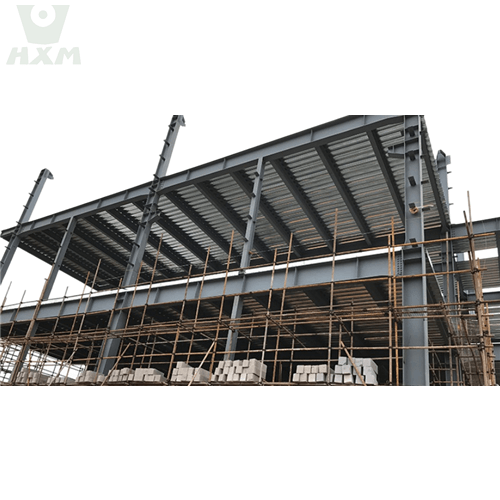
Гарячекатана пластина з нержавіючої сталі 201
Шукаєте постачальників високоякісної нержавіючої сталі?
Не дивіться далі, ніж китайська нержавіюча сталь! Наші гарячекатані листи з нержавіючої сталі 201 відомі своєю винятковою якістю та довговічністю.
Виберіть нас за наше чудове обслуговування клієнтів, конкурентоспроможні ціни та неперевершений досвід у галузі.